エントリークラスFDM機に適した形状設計〜その1〜
本記事の内容が当てはまる造形方式
- FDM
- サポート除去作業を無くしたい!
エントリークラスのFDM機の多くでは、溶解性のサポートが利用できないため造形後にサポートを地道に除去する作業が待っています。業界の一部ではこれをダーティーシークレットと呼んでいますが、本当にやりたくない作業です。かといって、サポートを付けないと形状が乱れて、欲しい形にならないことがあります。ここでは、サポートを付けなくてもきれいに造形するための、設計のポイントを紹介します。
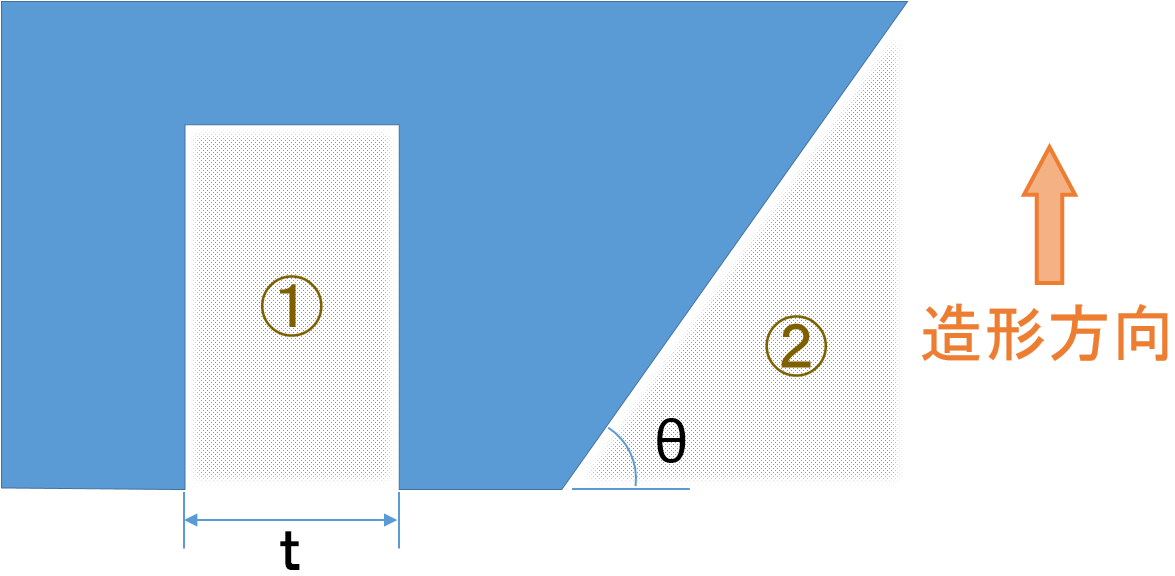
図1
- なぜ、サポートが必要か?
そもそも、なぜサポートが必要なのでしょうか?図1の①・②のように真上から光を当てて影ができる部分には、造形物自身の重さを支えるためにサポートが必要です。このサポートの方法が造形方式毎に異なります。バインダージェッティングや粉末焼結積層造形(SLS)方式では未硬化の粉末がサポートとして機能するため、特にサポート構造を設ける必要がありません。マテリアルジェッティングでは通常は造形材料と特性の異なるサポート材を持っていて、これを用います。光造形や1ノズルのFDM方式では、造形材料を使って柱や壁状の構造で支えるサポートを作ります。具体的には図2左のカエルのおなか部分に出来ているのがサポートで、これによって造形中に上部を支えています。
図2
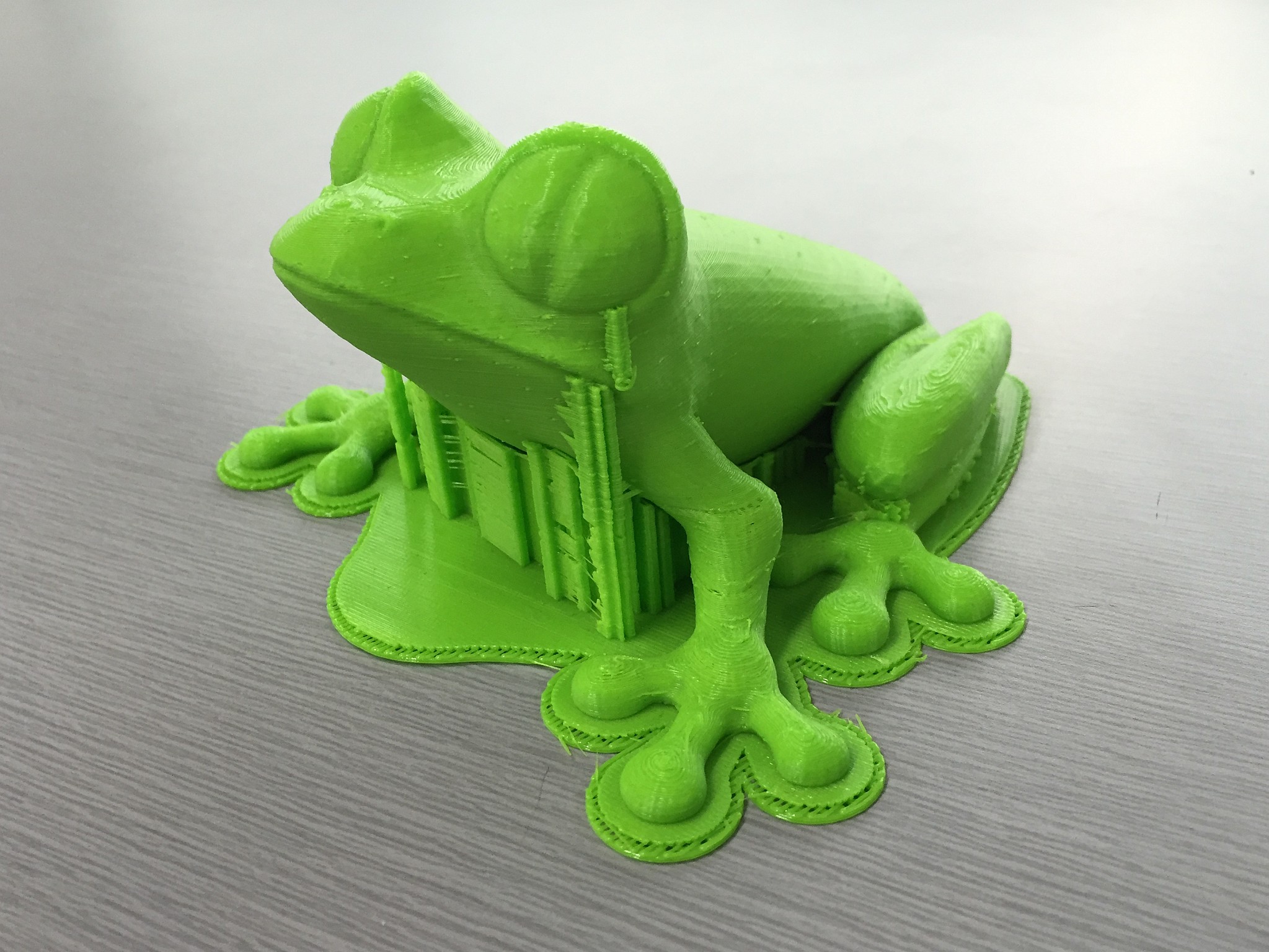
サポート除去前

サポート除去後
- FDMの特長を活かす形状設計
このサポートは前記したように、造形後除去する必要があり非常に面倒です。では、形状の工夫によりサポートを無くす事は可能でしょうか? FDM方式が持っている特長を使ったサポートが付かない工夫をいくつか挙げていきます。図1の①のようなブリッジ形状ではtの寸法を小さい値にすることで、サポートが無くても良好な形状を得ることが可能です。この値の大小はブリッジ性と呼ばれ、プリンターの性能や使用材料によって異なります。また、図1の②ではθを大きく取ることでサポートレスの造形が可能です。具体的には45°以上が一つの目安となりますが、この値も先のtと同様にプリンターや材料によって異なります。更にこれらの値は造形条件(ヘッド温度や造形スピード、積層厚さなど)を変更することで、改善することが可能です。まずは、自分の持っているプリンターの性能を把握することが大事です。たとえばこちらの記事にある様な方法を用いることで、プリンターの性能を把握することが可能です。
(山口 清)