FDM(エントリー機)を稼動させる前の準備運動は重要!
本記事の内容が当てはまる造形方式
- FDM
- ギャップ調整できたと思っていても・・・ステージから剥がれて造形失敗が多発!
今回はエントリークラスの卓上FDM装置を稼動させる前に行う状態確認について記載いたします。造形が失敗する最も多い要因としては、ステージと造形物の密着性不良が上げられます。重要なことの1つとしてはステージとノズル先端との間隔(ギャップ)です。ギャップ量が小さいと十分に樹脂が出ませんし、大きいと樹脂が押出されても冷え固まってステージから剥がれやすくなってしまいます。
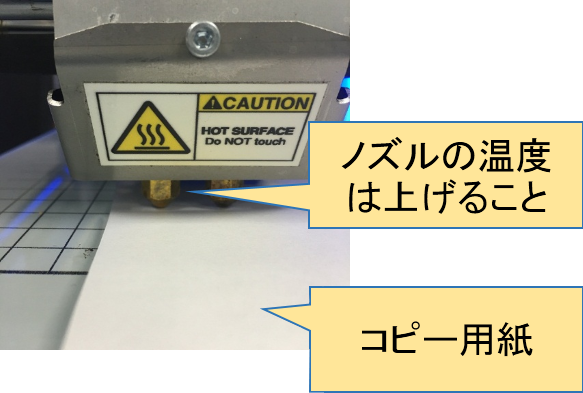
皆さんのFDM機はこのギャップ調整をどれくらいの頻度で行っていますか?私は面倒でも造形毎に調整します。ギャップ調整は機械によって自動調整機能が付いていたり手動だったりいろいろなのですが、私はギャップ調整としては0.1mm~0.2mm(コピー用紙~名刺程度)となるように調整しています。その時の注意事項としては、"ノズルの温度を上げることを忘れない"です。
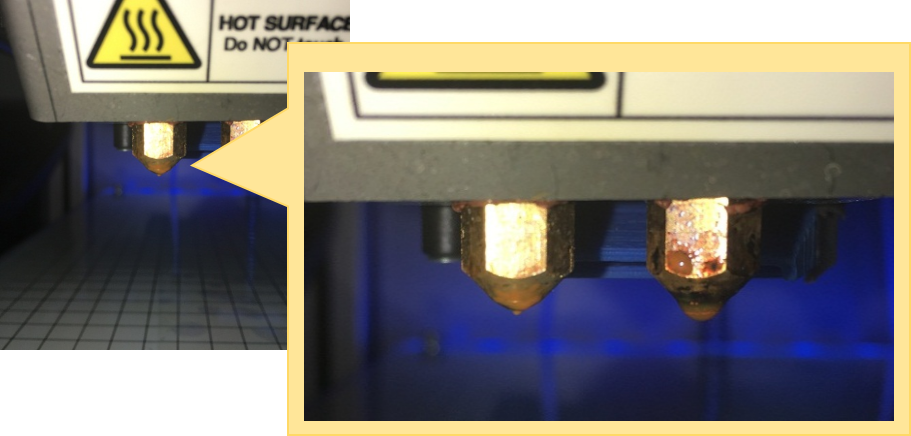
ノズルの先端には前回造形した時の材料が固まって残っていることが多いということです。樹脂材料が少しでも残った状態で面倒なギャップ調整をせっせとやったとしても、そのギャップ量は大きくなってステージから剥がれやすい状態となり失敗することが多くなります。ノズルの温度を上げることで先端部に残った材料は溶けてしまいますのでギャップ調整が上手く行えます。
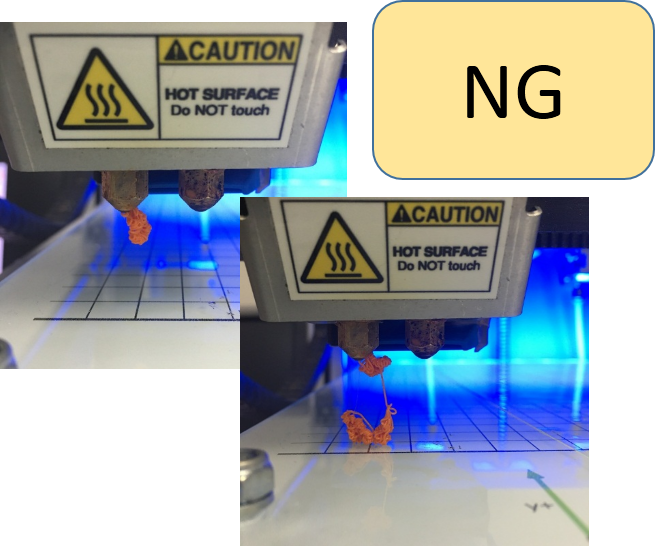
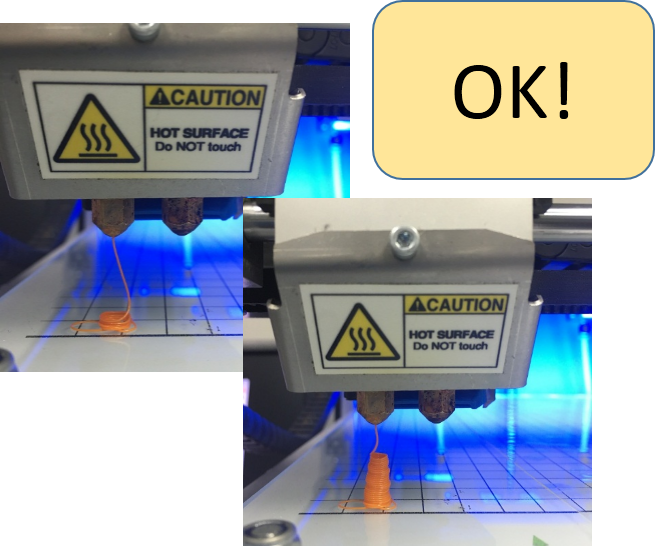
- ノズルから出る樹脂はそうめんのように美しく!
次はノズルから樹脂材料を吐き出してみて、まっすぐ綺麗に(そうめんのように!)押出しができているかを確認しましょう。これも私は造形前に毎回確認するようにしています。いつも綺麗なそうめんが出てくることは少なく、何回も手動で押出しを行って、そうめんのように綺麗に出てくるまで根気良くやります。いくら押出してもダメな時は面倒ですがノズル清掃を行うようにしています。
この確認作業は、造形物をより綺麗に仕上げるための、こだわりに近いもの(正直、やらなくても造形が出来ない状態にはなりません)ですが、手を掛けないまま造形してしまい造形結果が思わしくなかったとしても、「安価なエントリークラスのFDM機だからこの程度のレベルでも仕方ないな」と思われている方がとても多いと私は感じています。
- エントリー機(FDM方式)の造形失敗についての改善ポイント
エントリークラスの装置では、造形が思う様にできないことも多く、試行錯誤の繰り返しとなるケースが多々あります。今回のTipsでは造形前に行うギャップ調整と押出し状態の確認におけるポイントをお話しました。今回は基礎的な記事でしたが、次回は少し応用編?となるスライサーのパラメーターについてご紹介したいと思っています。
(三浦 邦博)