サポートの有無で生じる段差は形状変更や姿勢変更で解決
本記事の内容が当てはまる造形方式
- MJ
- サポート材の有無で表面状態は変わる
マテリアルジェッティング(以降:MJ)方式では、造形の際にサポート材の付着がつきものです。サポート材と接していた部品面は「マット」と呼ばれる、ざらっとした光沢のない仕上がりとなります。サポート材と接しなかった面は「グロッシー」と呼ばれる、光沢のある仕上がりとなります。オーバーハング(空中へのせり出し、下図の赤面)がある部分はもちろんですが、実際にはその周辺も含めて余分にサポート材がついてしまうケースも多いのがMJ方式の特徴です。
図1
- 表面の状態だけではなく寸法への影響も
サポート付着の有無が影響するのは、表面性状だけではありません。図2の様な形状では1つの面の中にマットとグロッシーが混在しますが、その境目に手で触って確認できる程度の段差が発生することがあります。綺麗な外観が得られないだけでなく、摺動するパーツが引っかかるなど機能的な問題を起こしてしまいます。この段差の原因として、MJ方式の造形では材料を塗布する際にローラでならすことで均一な高さとなる様にしているため、その際に塗布した材料がモデル形状からはみ出すことが考えられます。グロッシー箇所ははみ出した分がそのまま造形形状となりますが、マット箇所はすぐ外にサポート材があるためはみ出しが少ないと考えられます。
図2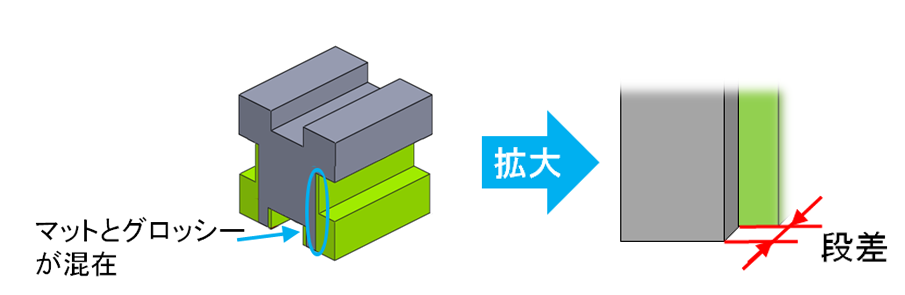
- 段差を避けるための工夫
この問題を避ける為には、段差ができては困る面にサポート材が付かない様な姿勢へ変更する、サポート材自体が減る様に避けられるオーバーハングは形状変更する、などの方法があります。
上記方法での対応が難しい場合、一部の造形ソフトウェアでは部品単位でマット、グロッシーを設定することができます。マット設定を選ぶと全面がマット仕上げとなり、段差は回避できます。ただし、光沢を得ることが出来なくなりますので、光沢が必要な面は研磨などの後処理が必要となります。
段差の有無や大きさは、造形装置、ソフトウェア設定、部品形状、造形条件などで様々な変化をします。段差が発生する可能性を考慮して設計や造形条件の設定を行うことで、望みどおりの仕上げが得られます。