造形条件を踏まえた肉抜き設計でQCDアップ!
本記事の内容が当てはまる造形方式
- 全て
3Dプリンターの活用ポイント:軽量化
3Dプリンターならではの設計形状として、真っ先に挙げられるのは肉抜きによる軽量化です。成形型からの離型などの制約がなく設計の自由度が大きいこと、複雑な形状にしても加工コストがあまり変わらないことから、トラス(格子)構造などを活用して軽量化をはかる例が多く見られます。
どんな肉抜き形状をパーツに与えるかは、まさに設計者の創意工夫次第です。
肉抜き形状のバリエーション

図1
図1の2つのモデルは、どちらも同程度の体積になる様に肉抜き形状を設計したものです。左のモデルはアウトラインから上下の面を凹ませた形状、右のモデルはトラス状に多数の穴を空けた形状となっています。軽量化・材料の節約という観点では、どちらのモデルも同じ結果を実現している様に見えますが、実はそう言い切れない部分があります。
左のモデルを図の通りの向きに造形すると、真下を向いた凹み部分に造形時のサポートが必要となります。そのため、FDM・マテリアルジェッティングなど再利用できない材料を使ってサポート形成を行う方式のプリンターでは、全体の材料使用量が狙ったほどには減らないのです。
一方で右のモデルでは、空洞が全て上から下まで貫通しているため、オーバーハング(空中へのせり出し)が発生しません。余分なサポートが発生しないので、モデル体積が減った分だけ全体の材料使用量が減少します。
また別の観点として、グリップの握りやすさという機能の面でも2つのモデルには差があります。左のモデルでは握ったときに指が触れる部分が大きくえぐられているのに対し、右のモデルではアウトラインが変わっていないので丸みのあるグリップ形状が保たれています。軽量化の構造が、全体の機能や意匠に影響を与えるケースもあるのです。3Dプリンターで可能となる微細構造は、この例の様に「全体の形状」と独立して「ある部分の機械的性質」を自由に設計すること(メタ・マテリアル)にも利用されます。
微細構造を利用するときの注意点
3Dプリンターらしい形を設計しよう!と思うと、トラスの様な微細な形状を多用しがちです。もちろんそれらは上の例でも見た様に非常に有効な形状なのですが、注意点もあります。
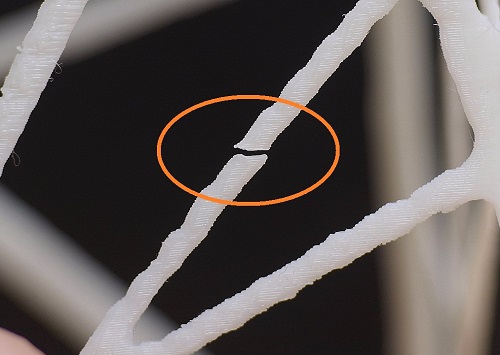
図2
図2は積層方向の強度低下を踏まえずに微細形状を採用したために破損が起こった例です。非常に細い部分を横切るように積層された部分が、剥離していることが分かります。
3Dプリンターで製作した造形物は、積層した層と層の間の結び付きが100%ではないため、切削品や射出成形品などの従来加工品に比べ積層方向の強度が劣ります。例えばFDM方式では従来加工品の6割程度の強度が目安と言われています。
軽量化の恩恵を十分に活かして高付加価値な製品を作るには、3Dプリンターによる造形の特徴を踏まえた丁寧な設計が必要です。
リコーの3Dプリンター出力サービスでは、STLデータへの変換およびデータ変換時のエラー修正を、3DプリンターとCADに精通したリコーのエンジニアがサポート致します。
