透明性向上のための表面研磨
本記事の内容が当てはまる造形方式
- SLA
- 表面研磨作業の効果
光造形の材料である高透明樹脂(SCR®786など)は造形後にクリア塗装を施すことで、図2のように透明性が向上します。加えて、クリア塗装の前に表面を研磨することで図3のように高い透明性を実現できる材料です。 一般的に、ウェブサイトで紹介されている透き通った3Dプリンターの造形物は、この表面の研磨を行ったものが多くあります。

ただし、研磨の留意点としては、研磨は手作業で行うことが多いため、その研磨範囲は手や工具の届く範囲のみとなります。また、手作業になるため、高コストになる場合がございます。
- 研磨しない場合の積層段差(スジ)の見え方
「リコー3Dプリンター出力サービス」でご相談頂くお客様のお声として、「試作品のため、外側から内側の構造を確認したい。その際、中にある物の有無が視認できる程度の透明性があれば良く、できる限りコストは抑えたい。」というご要望がございます。その場合は、コスト抑制のために、表面研磨は実施しない選択をご提案しております。研磨をしない場合、図2のように積層段差が残るため表面研磨をした場合(図3)と比較すると透明度は下がります。ただし、造形物の形状によっては積層段差の付き方が変わるため、積層スジピッチのが粗く出る箇所、細かく出る箇所が発生し、それによって透明度が変わってきます。例えば本材料の標準積層ピッチ0.1mmの場合の斜面に対し、上から見た時のスジのピッチxは下記となります。
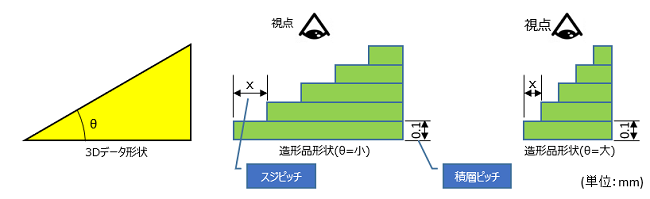
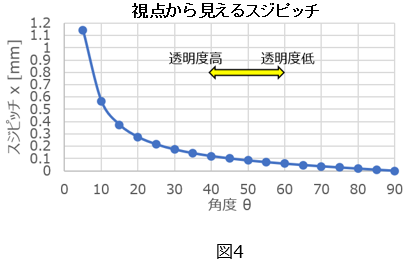
角度θが低ければ積層段差によるスジピッチは粗いため透明度は高く見えます。逆にθが高ければスジピッチは細かくなるため透明度が低く見えます。そのため、一つの部品に幾つもの斜面(曲面)が混在すると透明度が異なって見えます。研磨無しで製作する場合は、透明度が異なる箇所が発生するという点には注意が必要です。
- 積層段差スジによる見え方の違い
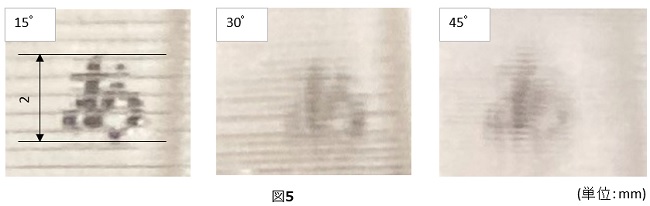
図5は「あ」という文字を書いた用紙の上に、スジピッチ15°、30°、45°それぞれで造形した、厚み1mmのプレートを置いたものになります。この図の通り、スジピッチが15°の場合は文字が鮮明に見えますが、30°、45°とスジピッチが細かくなるにつれて文字が見えにくくなります。造形物の形状によって積層段差の付き方が変わるため、「リコー3Dプリンター出力サービス」にご依頼頂く場合は表面研磨有無のご希望をお伺いし、最適な造形姿勢にてご提案させていただきます。